Как армировать угол фундамента
Содержание:
- Устройства для гибки арматурных прутков
- Устройства для гибки арматурных прутков
- Related Posts via Categories
- Станок для гибки арматуры своими руками: чертежи, видео – Металл Профи
- Пошаговая инструкция по сборке
- Гибка арматуры в МЕТАЛЛ БЮРО
- Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
- Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
- Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
- Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
- Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
- Металлопластиковые трубы
- Допускаемые ошибки
- Классификация оборудования для гибки стержней арматуры
- Определение и роль в арматурном каркасе
- Альтернативные способы работы с арматурой
- Как сделать приспособление для гибки арматуры
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.

Принцип работы станков для гибки арматуры
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.

Ручные станки для изгиба арматуры
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).

Арматурогибочный станок PF32
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.

Малогабаритный станок легко перенести и закрепить на месте работы
В достаточно большом ассортименте представлены на рынке и ручные приспособления для гибки, среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
Принцип работы станков для гибки арматуры
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.

Ручные станки для изгиба арматуры
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).

Арматурогибочный станок PF32
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.

Малогабаритный станок легко перенести и закрепить на месте работы
В достаточно большом ассортименте представлены на рынке и ручные , среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Related Posts via Categories
- Как рассчитать площадь поперечного сечения арматуры всех типов?
- Сколько весит 1 метр строительной стержневой арматуры различных видов
- Длина стержневой арматуры – все возможные варианты, регламентируемые ГОСТами
- Линейная арматура – качественный монтаж линий электропередач гарантирован!
- Немерная арматура – оптимальный вариант для малоэтажного строительства!
- Марки и классы строительной стержневой арматуры и проволоки для армирования
- Муфтовая арматура, что это такое и для чего используется
- Анкеровка арматуры в бетоне – сложная, но важная операция
- Горячекатаная арматура – ГОСТ и весь цикл жизни изделия
- Вес и особенности стальной рифленой арматуры А3 и других классов
Станок для гибки арматуры своими руками: чертежи, видео – Металл Профи
Простой самодельный гибочный станок для арматуры и прута, подробное описание изготовления с пошаговыми фото.
Приветствую всех любителей самоделок! Сегодня мы рассмотрим изготовление самодельного ручного станка для гибки арматуры и прутьев. С помощью такого приспособления, можно гнуть различные изделия в том числе и декоративные для изготовления ворот, калиток, решёток и прочего.
Самодельный станок сделан на базе большого подшипника, вокруг которого и крутится вся конструкция.
Использованы материалы:
- — большой подшипник;
- — профильные трубы;
- — арматура;
- — круглая труба (для обоймы под подшипник);
- — кусок прочной стали (подойдет кусок рессоры);
- — два подшипника, болт, гайка (для ролика);
- — кусок круглой трубы небольшого диаметра (под болт).
Процесс изготовления станка, показан на фото:
Начинаем с изготовления обоймы под диаметр подшипника. В качестве обоймы, автор использовал кусок трубы чуть большего диаметра, чем диаметр подшипника. Чтобы уменьшить диаметр обоймы, просто вырезаем из трубы кусок металла, а потом молотком сгибаем трубу и завариваем стык.
В центр подшипника, по задумке, должна заходить квадратная профильная труба, делается она съемной для того, чтобы можно было ставить разные насадки на станок. В итоге нам нужно сделать квадратное отверстие в центре подшипника, для решения проблемы автор использовал два куска уголка.
Просто обтачиваем уголок, чтобы он зашел в отверстие, а потом прочно привариваем уголок к внутренней части подшипника. Перед сваркой автор снял защитные пластиковые кольца, чтобы те не расплавились. В завершении смазываем подшипник солидолом и ставим кольца на место.
К обойме привариваем рычаг, а точнее кусок трубы, в который будет устанавливаться длинный рычаг. К этому куску профильной трубы также привариваем куски круглой трубы, в них будет устанавливаться упорный болт, так можно будет регулировать нужный радиус изгиба.
Изготавливаем упор, в который будет заходить конец сгибаемого прута или арматуры. Упор должен быть крепким, тут будут большие нагрузки. В качестве оси автор сварил профильные трубы, а сам упор сделан из рессоры. Выбранная рессорная сталь отлично подходит, она пружинит под большими нагрузками. Изготовленная ось в итоге будет зажиматься в тисках.
- Рычаг для станка, автор сварил из арматуры, он должен быть длинным и крепким, так понадобится минимальное количество сил для сгибания арматуры.
Что касается ролика, то для таких целей автор приспособил два небольших радиальных подшипника, а в качестве оси выступает болт с гайкой. Станок с легкостью гнет довольно толстую арматуру, согнуть которую другими методами не так просто.
С помощью гибочного станка, можно согнуть стальной прут в спираль, в качестве оси используем кусок квадратной трубы, а конец прута вставляется в отверстие трубы. В качестве упора можно использовать, уже не ролик, а кусок стальной трубы, отлично подойдет палец от поршневой системы автомобиля.
- Дополнительно, можно изготовить приспособление для холодной ковки — «улитка».
- С помощью вот такого не хитрого приспособления, можно легко гнуть арматуру, прут, и изготавливать элементы холодной ковки.
- В этом видео, можно посмотреть, гибочный станок, в работе:
Автор самоделки: Игорь Андрейчук.
Пошаговая инструкция по сборке
Станок из домкрата

При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.
https://youtube.com/watch?v=owskABRCbOc
https://youtube.com/watch?v=2fefaJsv0Sc
Гибка арматуры в МЕТАЛЛ БЮРО

Технологический процесс гибки строительной арматуры и ее виды в МЕТАЛЛ БЮРО
Гибкой арматурной заготовки или ее части придается изогнутая, криволинейная форма. Данная технологическая операция используется также для правки арматуры. При формоизменении арматурного стержня наружный слой металла растягивается, а внутренний – сжимается.
Для гибки арматуры, в зависимости от объема и технических требований заказа, МЕТАЛЛ БЮРО применяет следующие способы:
Использование гнутой арматуры от МЕТАЛЛ БЮРО в строительстве
Для армирования железобетонных, монолитных конструкций может понадобиться не только прямолинейные арматурные прутки, но и гнутая арматура (хомуты, скобы, крюки и пр.), например:
- На торцевых участках стен зданий по их высоте устанавливают поперечную арматуру в виде П-образных/замкнутых хомутов, создающих анкеровку концевых участков горизонтальных стержней и способствуют предохранению от выпучивания торцевых сжатых вертикальных армирующих стержней стен.
- При конструировании узлов сопряжения балок с колоннами используется поперечная гнутая арматура в виде замкнутых хомутов/П-образных деталей, которые располагают в зоне рабочей арматуры балки.
Способы ручной гибки арматуры в МЕТАЛЛ БЮРО
Гибку легкой арматуры можно производить ручными способами:
- гибку арматурных стержней диаметром до 6мм, закрепленных неподвижно, выполняют с помощью слесарных молотков, кругло-/плоскогубцев
- для гибки арматуры 12 — 14 мм (или менее) можно использовать ручной станок
- арматуру 14 мм и более можно подвергать правке и сгибать ручным способом с помощью правильных плит с закрепленными уголками/с закрепленными несколькими штифтами и специльных ключей в комплекте с плитами, размеры ключа подбирают в соответствии с диаметром арматурного стержня
Принцип действия ручного станка для гибки арматуры в МЕТАЛЛ БЮРО
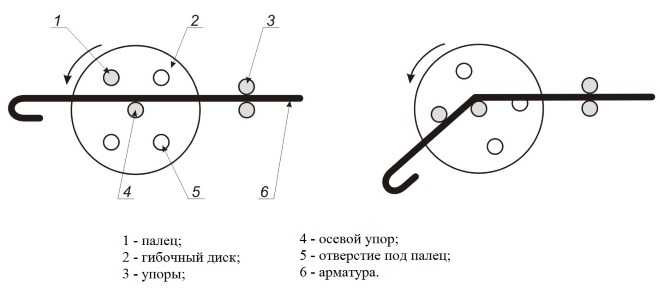
Ручной гибочный станок предназначен для холодной гибки арматуры. На корпусе станка установлена плита, на которой находится рабочий диск с центральным и изгибочными пальцами, которые вращаются вместе с ним в правую или левую сторону с помощью длинной ручки-рычага. На неподвижной станине закреплен упорный палец, расположенный рядом с диском. Изгибание арматурного проката происходит вокруг центрального пальца (радиус изгиба определяется его диаметром), упорный палец способствует удержанию стержня от поворота.
На вращающемся диске предусмотрено использование сменных пальцев разного диаметра для корректировки радиуса/угла изгиба. Использование ручного станка оправдано при небольших объемах строительства для изготовления арматурных изделий невысокой точности. Процесс сгибания прутка вручную трудоемок и долог, поэтому для больших объемов арматуры используют механизированное оборудование.
Оправка при механизированной гибке арматурного проката в МЕТАЛЛ БЮРО
Современные способы гибки арматуры основаны на применении механизированного оборудования, которое имеет высокую производительность и позволяет осуществлять одновременную гибку нескольких стержней, заправленных в специальный держатель, с точностью обеспечивает требуемые параметры гнутых изделий, влияющих на надежность железобетонных и монолитных конструкций.
Так, при монолитном строительстве, применение гнутой арматуры с отгибами/загибами стержней требует соблюдения определенных диаметров загиба стержней, необходимого для того, чтобы не допустить раскалывания/разрушения бетона внутри загиба арматурного стержня. Поэтому при гибке стержней диаметр оправки выбирается в зависимости от диаметра арматуры, например:
- для гладкой арматуры диаметром до 20мм диаметр оправки выбирают не менее 2,5хдиаметр арматуры/не менее 4хдиаметр арматурного стержня соответственно
- для арматуры периодического профиля диаметром до 20мм/ 20мм диаметр оправки будет равен не менее 5хдиаметр арматуры/4хдиаметр арматуры соответственно
Для термомеханической арматуры А500С. А500СП гибка проводится только в холодном состоянии. Гибка арматуры проводится с максимальным углом изгиба 180˚.
Для гибки арматуры МЕТАЛЛ БЮРО использует станки с электрическим/ гидравлическим приводом, а также автоматизированные станки с программным управлением, позволяющие получить арматурные изделия высокой точности с заданным радиусом изгиба. Станки имеют разную производительность и предназначены для гнутья легкой (до 14мм диаметром) и тяжелой арматуры диаметром от 14мм, в т.ч. арматуры для крупных ж/б сооружений.
Металлопластиковые трубы
По мере распространения металлопластиковых труб многие начали применять их во всех возможных коммуникациях. Они надежны, практичны, недороги и удобны в монтаже. Но как гнуть металлопластиковые трубы? Для этого применяют или простой ручной труд (если металл в трубе мягкий), или метод гибки при помощи пружины (он рассматривался выше). Обязательным является выполнение условия, что нельзя гнуть металлопластиковую трубу больше 15 градусов на каждые 2 сантиметра. В случае пренебрежения этим параметром труба просто может стать непригодной по причине большого количества повреждений.
Допускаемые ошибки
Задача любого исполнителя – получить качественное изделие, сберечь здоровье и не повредить применяемое оборудование. Чтобы этого добиться, нужно избегать типичных ошибок при гибке арматуры:
- Отсутствие у работника необходимых защитных средств.
- Несоответствие мощности станка и диаметра заготовки. Слабое оборудование выходит из строя при работе с мощной арматурой. А при сгибании тонких стержней на слишком мощном аппарате ухудшаются характеристики металла в месте сильного воздействия.
- Резкие рабочие движения и рывки становятся причиной микротрещин материала заготовки.
- Выполнение гибки подручными, но неподходящими инструментами.
- Ненадежная фиксация заготовки в самодельных приспособлениях – причина снижения точности изделий и повышения травматизма.
Гибка арматуры может выполняться на станках, с помощью промышленных или самодельных приспособлений. В любом случае главным остается соблюдение технологических норм и правил данной операции. Если не было нарушений, металл арматуры сохраняет свою структуру и заявленные производителем механические характеристики. Из таких элементов получаются надежные и долговечные объемные каркасы для армирования бетона.
Классификация оборудования для гибки стержней арматуры
Применяемые станки делятся на ручные и автоматизированные. Первая группа не отличается сложностью, расширенным функционалом, высокой стоимостью. Это оборудование часто является мобильным. Его работу контролирует ответственный рабочий-оператор.
Автоматизированные устройства востребованы при серийном производстве однотипных изделий, которые также могут сгибаться пакетами из нескольких заготовок. На таком оборудовании работают с прутками любой толщины, которая определяется мощностью станка. Значительную мощность имеют аппараты с пневмо- и гидроприводом.
Следующее деление – на мобильные и стационарные модели. Тяжелые и габаритные станки применяются в цеховых условиях. Облегченные мобильные механизмы легко транспортируются к месту выполнения строительных работ. Они компактные, могут работать от передвижного (переносного) генератора. Однако, не могут работать со стержнями большого диаметра и обеспечивать высокую точность размеров готовых изделий.
Все перечисленные виды станков относятся к механическому оборудованию. Другая группа специальных приспособлений подразумевает работу с приложением физических усилий исполнителя – это ручные прутогибы. На видео ниже примеры заводских ручных приспособлений для гнутья арматуры.
Определение и роль в арматурном каркасе
«Лягушки» из арматуры – это элементы армирования железобетонных конструкций, которые играют роль пространственного каркаса, удерживая верхний слой армирующей сетки на требуемом расстоянии от нижней. Кроме того, с помощью таких элементов идёт равномерное распределение нагрузки по всей площади каркаса.
 Установленные фигурные элементы выполняют ряд важных функций.
Установленные фигурные элементы выполняют ряд важных функций.
- Удерживают верхний арматурный каркас.
- Придают повышенную жёсткость армирующей конструкции.
- Сокращают время формирование связки верхней и нижней сетки.
- Являются основными структурными единицами для создания многослойных систем.
- Предотвращают возможность деформирования каркаса.
С помощью таких фиксаторов устраняется риск падения и искривления верхней установленной сетки. Формируется цельность и надёжность конструкции.

Устанавливаются «лягушки» на нижнюю сетку, и фиксируются с помощью вязальной проволоки. После их закрепления сверху располагается очередной слой арматуры. Высота элементов обеспечивает нужные параметры конструкции.
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:
Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Читать также: Проверка емкости аккумулятора мультиметром
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм. По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.
- Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.


