Как согнуть трубу: топ-10 способов проведения работ, советы и рекомендации с фото, изгиб трубы в домашних условиях
Содержание:
- Вариант второй – использование противодавления
- Как согнуть трубу из металлопластика
- Стационарное оборудование
- Что особенного в гибке алюминия
- Виды оборудования
- Особенности гибки алюминиевых профилей
- Правила гибки
- Специфика работы
- Гнем посредствам трубогиба
- Манипуляции и их характеристики
- Простые способы гибки труб
- Способы сгибания медной трубы
- Технология выгибания труб
- Методы сгибания
Вариант второй – использование противодавления
Неудачи при обычной гибке труб часто связаны с наличием неуравновешенного напряженно-деформируемого состояния заготовки, когда внешнее давление от рабочего инструмента не уравновешивается внутренним противодавлением (самого сопротивления металла в данном случае недостаточно, поскольку оно заведомо ниже предела пластичности).
Такое противодавление можно обеспечить нагнетанием внутрь газа, жидкости, либо иной несжимаемой рабочей среды, которая характеризуется высокой сложностью. Газ и жидкость исключаются, ведь в домашних условиях выполнить стабильную герметизацию открытых торцов трубчатой заготовки очень трудно. Зато всегда доступны песок или мелкий шлак – они однородны, нетоксичны и просты в обращении.
Рассмотрим последовательность гибки круглого трубчатого профиля с приложением противодавления:
 Последующая гибка разогретого участка
Последующая гибка разогретого участка
- Предварительно необходимо установить заглушку на один из торцов заготовки, для чего можно воспользоваться обычным болтом (см. рис. 5). Стержень болта должен плотно входить во внутреннее отверстие.
- Готовим заполнитель, он должен быть однородным и мелким, чтобы не создавать внутренних пустот. Для периодического уплотнения песка/шлака в качестве поршня используется любой подходящий по диаметру штырь (см. рис. 6). Вся трубчатая заготовка должна быть полностью заполнена наполнителем (см. рис. 7).
- Заготовка устанавливается в слесарные тиски и изгибается. Поскольку предел прочности песка или шлака всегда ниже, чем аналогичный показатель для материала детали, то разрыва или образования трещин не произойдёт. После гибки необходимо тщательно очистить внутренний просвет трубы от остатков заполнителя.
Как согнуть трубу из металлопластика
Итак, давайте начнем с того, что разберем, как сгибать металлопластиковые трубы. Обычно при установке подобных труб на них нужно сделать достаточно много плавных изгибов. Это поможет максимально тщательно использовать все возможности такого изделия.

Как сделать изгиб предельно плавным и ровным? Все достаточно просто, нужно лишь прочитать приведенные ниже варианты:

Итак, первый, и наиболее легкий вариант – плавное ручное сгибание трубы. Если Вы решили изгибать трубу таким способом, обязательно помните о том, что изгиб на каждые 2 сантиметра должен парировать в районе 20 градусов, или хотя бы в их пределах. Именно так можно сделать все необходимые на изделии изгибы.

Следующий способ посложнее, но при этом он не менее эффективен. Для того, чтобы согнуть трубу таким образом, нужно заготовить несколько кусочков проволоки достаточно маленького размера, с помощью которых нужно до упора заполнить все внутреннее пространство трубы. За счет полного заполнения трубы проволокой изгибы получатся максимально ровными и плавными.
Это два самых простых и наиболее распространенных способа, если Вам интересны более сложные варианты, обратитесь в интернет. Там, к счастью, различных способов достаточно.

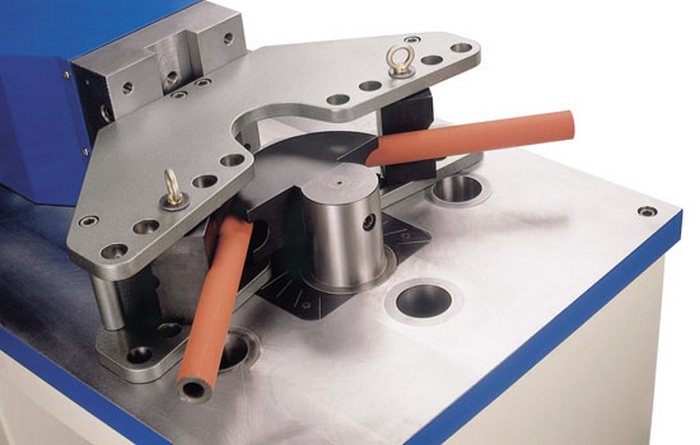
Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
Читать также: Как пользоваться динаметрическим ключом трещоткой
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.

Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
https://youtube.com/watch?v=vJyw4grp4zQ
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Особенности гибки алюминиевых профилей
Перед получением гнутого профиля требуется подготовить исходные данные, касающиеся:
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
- Загибать исходную заготовку только на дорновом трубогибочном станке, причем использовать не жесткий, а эластичный дорн, например, резину средней твердости. В частности, такой материал на основе каучука под торговой маркой Dacheng производит китайская компания HengShui. Есть и отечественные резины (например, 7889).
- Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…1000С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
- В бытовых условиях для качественного гиба трубы из алюминия используют следующее: внутреннюю поверхность заготовки заполняют мелкозернистым сухим песком, а торцы тщательно заглушают. Способ применим только для бесшовных труб.
- Локальное уменьшение протяженности зоны с растягивающими напряжениями. Для этого применяют либо опорный ролик с увеличенным на 1…2 мм радиусом, либо между полуфабрикатом и роликом помещают полоску мягкой стали, которая примет на себя часть растягивающих нагрузок процесса.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 900 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.
Правила гибки
Как правило, гибка труб происходит по дуге, под углом и в других разнообразных направлениях, в зависимости от конечной цели, для которой она будет использоваться. Облегчить процесс сгибания может специальный трубогиб, а также несколько других способов, которые будут описаны ниже.
 Чтобы согнуть алюминиевую трубу, можно использовать самодельный аппарат
Чтобы согнуть алюминиевую трубу, можно использовать самодельный аппарат
Способы сгибания:
- Горячий. Труба заполняется очищенным речным песком, а концы закрываются при помощи пробок. Края просверливают для избавления от горячих газов. Трубу закрепляют в тисках. Нагревают часть, которая должна быть согнута. Сгибают. Учитывайте, что, если при нагреве использовать температуру выше 120-140ᵒС для сплавов из нескольких компонентов, могут начаться изменения всей структуры. Чтобы этого избежать, все действия после плавления нужно производить очень быстро.
- Холодный (в этом случае лучше применить пружинный тип трубогиба, или станок Вольнова. Его устанавливают на место сгиба, сгибают на нужный угол и извлекают пружину).
Помните: для того чтобы труба согнулась ровно, все расчеты по длине сгибаемой части необходимо проводить заранее. Так, угол в 45ᵒ равняется 3 диаметрам. А прямой угол должен быть равен 6 диаметрам.
Перед проведением всех работ не лишним будет воспользоваться несколькими советами от профессионалов. При сгибании изделия из мягкого сплава толщиной от 1 до 1,5 мм значение минимального радиуса для прямого угла не может быть тоньше, чем стенки заготовки. Если элемент будет изготовлен из более закаленного алюминия, показатель минимального радиуса должен увеличиться минимум в 4 раза. Сгибаемое изделие должно быть очищена от различных частичек пыли и грязи. Но в то же время снимать пленку окиси с поверхности специалисты не советуют.
Специфика работы
Есть лишь одна сложность при деформации заготовки из алюминия. Хоть материал весьма пластичен, в месте сгиба возможно появление трещин, а сам профиль может согнуться не так ровно, как хотелось бы. Но это случается не всегда, и чаще из-за недостатка опыта человека. Если же использовать современное оборудование (которое доступно не только для крупных предприятий), проблема даже не проявит себя.

Для работ в домашних условиях понадобится не самое дешевое оборудование. Рекомендуется его приобретать, только если гибка алюминия является частью регулярно выполняемых работ. Теперь — о методах сгибания профиля при помощи машин и без них.
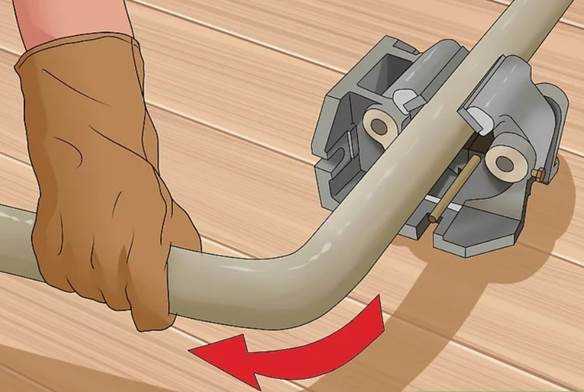
Гнем посредствам трубогиба
Если для изготовления теплицы применяются профтрубы большого диаметра, то загнуть ее в ручную будет сложно. Предлагаем ознакомиться с инструкцией как самостоятельно изготовить стандартный трубогиб, его конструкция представляет собой ведущее колесо (оно перемещается по граням сгибая трубу под нужным углом), станицу, транспортёр и прижимные элементы.
Трубогиб бывает:
- Ручной — предназначен для проведения небольшого объёма работ. Заготовка помещается в транспортёр и зажимается вальцем. Колесо вращается рукояткой, в итоге происходит загибание.
- Электрический — оборудование рекомендовано для профтруб имеющих большую толщину. Прибор работает от электричества, а колесо вращается электроприводом, поэтому не придётся тратить свои силы. Принцип действия схож с предыдущим, профиль заправляется в транспортёр, он, проходя через прижимную зону изгибается.

При использовании данного устройства углы изнутри и снаружи трубы испытывают равное давление, поэтому изгиб получается высокого качества и не лопается.
Манипуляции и их характеристики
Профильный трубопровод может сгибаться, как в холодном, так и в горячем виде.
Значительно увеличивается пластичность, если нагреть трубу газовой горелкой.
Но материал небольшого сечения можно согнуть и без воздействия повышенной температуры, все потому, что тонкая труба достаточно пластична, и без проблем поддается сгибанию.
Точного указания по поводу применения нагрева профильной трубы не существует.
Нормативами обозначаются исключительно размеры круглого проката.
Согласно им, проводить воздействие пламенем на обрабатываемую зону, необходимо при радиусе 10 см и больше.
С трубами квадратной и прямоугольной формы все происходит совершенно по-другому.
Основываясь на опыт народных знатоков:
- с профильной высотой до 1 см заготовку стоит гнуть холодным способом;
- если профильная высота 4 см и больше труба гнется с предварительным нагревом.
Чтобы просто и легко согнуть в домашних условиях трубу с профильной высотой от 1 до 4 см, вам придется самим экспериментировать.
Если вы вооружились профилегибом, им создается арочное закругление без предварительного нагревания.
Если нет необходимого оборудования, лучше предварительно рассчитать собственные силы.
Зажмите в тисках один сторону материала, на второй конец наденьте трубу на размер больше высоты профиля и согните увеличенную «зону».
Если вы добились желаемого результата, греть металлические изделия нецелесообразно.
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева
Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.

Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.

Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.

Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.
Технология выгибания труб
В домах и квартирах применяются трубы из самых разных материалов. Соответственно, для каждого их типа имеются свои методы выгибания (см.также статью “Как осуществляется гнутье профильных труб”).
Металлические трубы
Согнуть металлическую трубу довольно сложно, однако, вполне реально. Причем, практически для всех типов металлических труб можно использовать один и тот же метод. Пожалуй, проще всего выполнить данную операцию с медным изделием, так как медь является мягким материалом.
Главная проблема заключается лишь в том, чтобы избежать надлома, но сделать это не сложно – надо лишь заполнить трубу песком. Таким образом, получится предотвратить деформацию сечения на изгибе.
Приспособление для изгиба металлических труб
Но, если с медной трубкой все просто и понятно, то как согнуть алюминиевую трубу в домашних условиях или стальную, ведь сделать это руками вряд ли удастся? Решением проблемы является использование газовой горелки.
Инструкция по выполнению этой процедуры с помощью горелки выглядит следующим образом:
- В первую очередь трубку надо вставить в тиски.
- Затем место изгиба нужно нагреть газовой горелкой.
- После того как участок трубы достаточно нагреется, ее можно согнуть взявшись в рабочих рукавицах за длинный конец трубы.
Резиновая киянка
Отдельно следует сказать о том, как согнуть квадратную трубу в домашних условиях, так как эта процедура отличается от вышеописанной:
- В первую очередь полость изделия нужно заполнить песком и вставить с двух сторон деревянные чопики, чтобы песок не высыпался.
- Затем деталь укладывается на две опоры, участок изгиба при этом должен оказаться на весу.
- После этого по месту изгиба следует ударять резиновой киянкой до получения нужного результата.
Существует еще один метод, который позволяет загибать трубы даже большого диаметра – это выполнить надрезы. Правда, после завершения операции надрезы нужно заварить и затем зачистить сварные швы.
Следует отметить, что данный способ подходит как для круглых, так и квадратных металлических труб.
Изогнутая пластиковая труба
Пластиковые
Пластиковые изделия не предназначены для изгиба, так как деформация приведет к сужению внутреннего диаметра и потери пропускной способности. Для выполнения поворотов используют специальные готовые детали – фитинги.
Причем, их цена вряд ли кого-то побудит заниматься изгибом в целях экономии.
Если же нужно получить плавный обход какого-либо препятствия, следует воспользоваться так называемой обводкой, специально выполненной производителем для данных целей. Однако, для тех, кто, не смотря на все рекомендации, настаивает на необходимости изгиба, все же есть способ, как согнуть пластиковую трубу в домашних условиях.
Разогрев трубы строительным феном
Итак, операция выполняется следующим образом:
- Внутрь изделия надо завести пружину подходящего диаметра, что позволит сохранить его внутренний диаметр.
- Далее участок изгиба разогревается строительным феном.
- После размягчения пластика, загнуть деталь трубопровода своими руками не составит труда. Однако, необходимо ее удерживать в таком положении до полного остывания.
- В завершение процедуры нужно вытащить пружину.
На фото – загибание металлопластиковой трубы при помощи пружины
Металлопластиковые
На первый взгляд может показаться, что металлопластик гнется без каких-либо проблем и даже не требует особых усилий. С одной стороны так и есть, но только если нужно получить изгиб большого радиуса. Если же радиус поворота должен быть незначительным, то материал может просто переломаться.
Чтобы не допустить поломки детали и деформации сечения, как и в предыдущем случае надо воспользоваться пружиной. Так как материал достаточно мягкий, участок сгиба можно не нагревать.
Вот, пожалуй, и все наиболее эффективные способы как гнуть трубы в домашних условиях.
Методы сгибания

Для сгибания труб из алюминия могут использоваться разные способы. Вот некоторые из них:
- выполнение процедуры при помощи проталкивания;
- гибка прокаткой;
- использование обкатки для гнутья труб;
- сгибание под давлением.
Обычно профессионалы сгибание труб выполняют при помощи трубогиба и другого специального оборудования. Рассмотрим подробнее методики, которыми пользуются специалисты.
Использование проталкивания для гнутья труб

Эта методика применяется, если необходимо получить пологий сгиб (дугу, арку и т.п.) на тонкостенных трубах диаметром не более 100 мм. Минимальный радиус кривизны ограничен диаметром трубы и равен её 5-6 диаметрам. Суть метода состоит в том, что заготовка проталкивается между роликами. Один из роликов расположен так, что выполняет отклонение изделия от прямой линии.
БК 1хБет выпустила приложение, теперь уже официально скачать 1xBet на Андроид можно перейдя по активной ссылке бесплатно и без каких либо регистраций.
Эта методика не даёт такой высокой точности сгибания, как другие методы, поэтому часто возникает необходимость в проведении тестовых сгибаний. Такие испытания позволяют выявить механические характеристики металла, из которого выполнена труба.
Данная методика применяется для изготовления различных декоративных элементов, например, мебели, перил, ограждений. Этот способ реализуется с использованием специального трубогиба, наделённого подобной функцией. Поэтому при наличии соответствующего инструмента процедуру можно выполнить в домашних условиях.
Гибка прокаткой

Методика выполняется с использованием трёхроликового трубогиба. Заготовка прокатывается между роликами, которые являются приводными и могут перемещать изделие. Кривизна элемента достигается за счёт изменения положения роликов.
Точность данной методики ещё ниже, чем у первой, но её преимущество состоит в том, что заготовку можно прокатывать несколько раз, добиваясь тем самым нужной кривизны изгиба. Этот метод подходит для сгибания труб большого сечения. Но для выполнения процедуры нужны навыки, поэтому сделать её своими руками у неопытного человека не получится.
Использование обкатки для сгибания

Суть метода состоит в том, что заготовка обкатывается вокруг ролика с заданным диаметром за счёт внешнего воздействия на неё. Обычно для воздействия на элемент используется перемещающийся ролик или специальная подвижная планка. Заготовка нигде жёстко не фиксируется, поскольку должна свободно двигаться. Данная процедура выполняется с использованием трубогиба, имеющего такую функцию.
Сгибание под давлением
Данная методика не может выполняться в домашних условиях, поскольку для неё требуется использование пресса с формованными штампами. Заготовка принимает заданную конфигурацию в результате внешнего давления на неё. Недостатками методики является дороговизна пресса и ограничения, которые связаны с разницей в пружинящих свойствах труб.
Особенности метода:
- Он подходит в том случае, если помимо сгибания заготовка будет подвергаться ещё каким-то воздействиям, например, сплющиванию.
- Данная методика часто применяется в ручных инструментах, укомплектованных изогнутой матрицей под определённый радиус и отвесным приводом для прижимания заготовки.
- Внешнее давление можно заменить внутренними усилиями, которые осуществляются посредством гидроформовки. Для этого после укладки трубы в форму в неё подаётся жидкость под большим давлением, которая прижимает заготовку к стенкам формы. Точность этой методики довольно высока, но и цена тоже немаленькая.




