2 схемы
Содержание:
- Подключение штекером папа-мама
- Изоляция свободного конца провода
- Пайка. Соединение проводов пайкой.
- Что такое распределительная коробка
- Метод скручивания
- Как заварить скрутку
- Неразъемное соединение проводов
- Распространенные проблемы при пайке
- Важные советы
- Пайка проводов к ленте
- Способы соединения проводов или кабелей между собой
- Соединение резистивного кабеля
- Пайка наконечников
- Как заварить скрутку
- Как паять и присоединять полипропиленовые трубы
Подключение штекером папа-мама
Второй способ более быстрый, но для него необходимы два разъема питания, в простонародии называемые папа-мама.
Один разъем должен быть с гнездом (мама), а другой со штекером (папа).
Недостатки таких клеммников в том, что они рассчитаны на ток не более двух ампер.
А болтики в них настолько малы, что обычной маленькой отверткой электрика, не особо то и подлезешь. Однако есть даже заводское подключение таким способом.
Полное название этих штекеров:
разъем питания 5,5*2,1*10мм гнездо с клеммной колодкой
разъем питания 5,5*2,1*10мм штекер с клеммной колодкой
 Светодиодная лента подготавливается таким же образом, как и в первом случае.
Светодиодная лента подготавливается таким же образом, как и в первом случае.
После чего выкручиваете болты в клеммной колодке, вставляете в нее концы ленты и затягиваете винтики обратно.
Разъемное соединение получается довольно хорошим и относительно надежным. Далее подключаете штекер с разъемом питания к блоку 12В и включаете подсветку.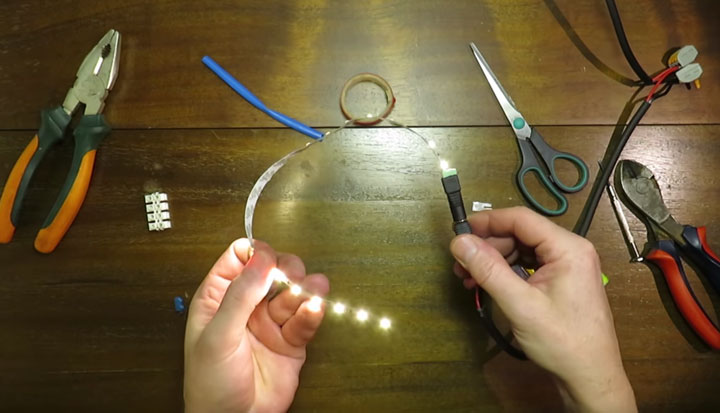
Безусловно, оба способа проигрывают по надежности в сравнении с пайкой, однако имеют право на жизнь.
Какой из способов выбрать, решать конечно вам, в зависимости от наличия под рукой тех или иных материалов.
Изоляция свободного конца провода
После соединения греющего кабеля с питающим, второй конец остается без изоляции. Его необходимо поместить в муфту. Для этого делается небольшой продольный надрез, примерно в 1 см, разделяющий два провода между собой, после чего одна жила срезается, чтобы получилась «лесенка».
Такой способ обрезки надежно обезопасит две жилы от случайного соединения и замыкания в цепь, что приведет к перегоранию греющего кабеля.
Берется два куска термоусадочной трубки: меньший — длиной около пяти сантиметров, больший — 7-8 см. Первый надевается на изолируемую часть провода на 3,5 см и прогревается феном до плотного обжатия кабеля.
Свободная часть трубки зажимается кримпером или плоскогубцами. После этого надевается вторая трубка большего размера, и процедура повторяется для надежной заделки греющего кабеля.
Пайка. Соединение проводов пайкой.
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.

Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Что такое распределительная коробка
От электрического щитка провода расходятся по помещениям в доме или квартире. В каждом помещении, как правило, не одна точка подключения: несколько розеток и выключатель есть точно. Чтобы стандартизировать способы соединения проводов и собрать их в одном месте, используют распределительные коробки (их еще иногда называют разветвительными или распаечными). В них заводятся кабели от всех подключаемых устройств, соединение которых происходит внутри полого корпуса.
Чтобы в процессе следующего ремонта не искать проводку, ее прокладывают по определенным правилам, которые прописаны в ПУЭ — Правила Устройства Электроустановок.
Правила устройства электропроводки
Одна из рекомендаций — проводить все соединения и ответвления проводов в распределительной коробке. Потому провода пускают по верху стены, на расстоянии 15 см от уровня потолка. Дойдя до места ответвления, кабель опускаются вертикально вниз. В месте ответвления устанавливается распределительная коробка. В ней и происходит соединение всех проводов по требуемой схеме.
По типу установки распредкоробки бывают внутренние (для скрытого монтажа) и наружные. Под внутренние в стене делают отверстие, в которое встраивается коробка. При таком монтаже крышка находится на одном уровне с отделочным материалом. Иногда в процессе ремонта ее закрывают отделочными материалами. Однако такой монтаж возможен не всегда: толщина стен или отделки не позволяет. Тогда используется коробка для наружного монтажа, которая крепится непосредственно на поверхность стены.

Некоторые формы распределительных коробок
По форме распредкоробка может быть круглой или прямоугольной. Выводов обычно четыре, но может быть и больше. Выводы имеют резьбу или штуцера, к которым удобно крепить гофрошланг. Ведь именно в гофрошланг или пластиковую трубу удобнее укладывать провода. В этом случае заменить поврежденный кабель будет очень просто. Сначала отсоединить его в распределительной коробке, потом от потребителя (розетки или выключателя), потянуть и вытащить. На его место затянуть новый. Если же проложить по старинке — в штробу, которую потом замазать штукатуркой — для замены кабеля придется долбить стену. Так что это та рекомендация ПУЭ, к которой однозначно стоит прислушаться.
Что вообще дают распределительные коробки:
- Повышенная ремонтопригодность системы электроснабжения. Так как все соединения доступны, легко определить участок повреждения. Если проводники уложены в кабельные каналы (гофрошланги или трубы), легкой будет и замена поврежденного участка.
- Большая часть проблем с электрикой возникает в соединениях, а в таком варианте монтажа их можно периодически осматривать.
- Установка распределительных коробок повышает уровень пожарной безопасности: все потенциально опасные места находятся в определенных местах.
- Требует меньших затрат денег и труда, чем прокладка кабеля к каждой из розеток.
Метод скручивания
Самым простым и известным методом соединения электрических проводов является их скручивание (скрутка). Электрики со стажем часто называют его дедовским методом.
Ранее этот вид соединения применялся повсюду, но с увеличением нагрузки в электрической сети современной квартиры скручивание стало запрещено. Тем не менее такой метод соединения необходимо изучать в первую очередь, так как он является основным этапом при пайке и сварке проводов.
Главным преимуществом скрутки считается отсутствие любых материальных затрат, так как вам понадобятся только пассатижи и нож для снятия изоляции. И конечно же, плюсом скручивания является простота его исполнения. Любой человек, державший в руках пассатижи, без проблем сможет сделать эту работу.
Со временем скрутка ослабевает, что и является её основным недостатком. Связан этот процесс с тем, что в любых жилах существует остаточная упругая деформация. Поэтому в месте скручивания увеличивается переходное сопротивление, что приводит к ослаблению контакта и нагреву проводника. Хорошо, если этот дефект обнаружится вовремя и можно переделать место стыковки, но может и произойти возгорание.
Но если по каким-то причинам у вас нет возможности применить более надёжные способы, то обязательно нужно ознакомиться с тем, как правильно соединить провода между собой методом скручивания. Для этого нужно сначала зачистить жилы от изоляции на 70—80 мм. Затем, зажав оба проводника в месте, где заканчивается изоляция, пассатижами захватить кончики жил и вращать их по часовой стрелке. Главным условием надёжного скручивания считается одновременное вращение проводников, а не попеременное наматывание их друг на друга.
Если диаметр проводов небольшой, то скрутку можно проделывать полностью руками. Левой рукой надо держать проводники по срезу изоляции, а правой — вращать за загиб (10—15 мм) жилы по ходу часовой стрелки. Для более плотного контакта в конце вращения можно воспользоваться пассатижами.
Следующим действием необходимо изолировать место стыковки проводов. Для этого применяется изоляционная лента. Чтобы обеспечить надёжность и уберечь контакт от попадания влаги, наматывать ленту нужно в несколько слоёв, при этом на 2—3 см заступать на изоляцию провода. Очень хорошим вариантом проведения изоляции считается применение термических трубок, главное, не забыть надеть её на одну из жил.
Профессиональные электрики советуют не останавливаться на этапе скручивания проводов, а укрепить место стыковки пайкой или сваркой.
Как заварить скрутку
Для хорошего контакта скрутку можно заварить графитовым электродом или газовой горелкой. Сварка горелкой не получила распространения из-за сложности и необходимости использовать баллоны с газом и кислородом, поэтому в этой статье рассказывается только об электросварке.
Электросварка производится с помощью графитового или угольного электрода. Графитовый электрод предпочтительнее. Он дешевле и обеспечивает лучшее качество сварки. Вместо покупного электрода можно использовать стержень из батарейки или щётку от электродвигателя. Медные электроды лучше не использовать. Они часто залипают.
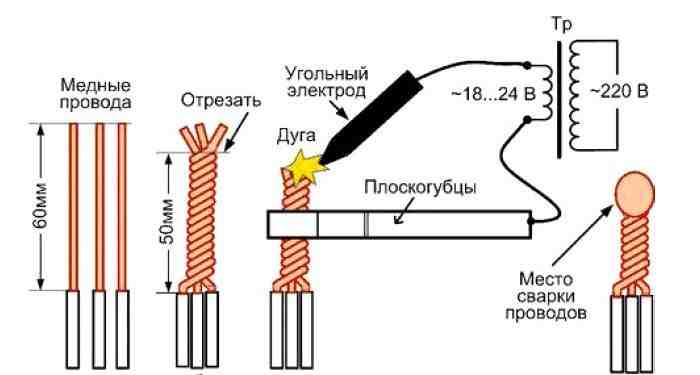
Для сварки предварительно нужно сделать скрутку длиной 100 мм, чтобы готовая получилась около 50. Выступающие проволочки нужно подравнять. Для сварки лучше всего использовать инверторный сварочный аппарат с регулировкой силы тока. Если такого нет, то можно взять обычный трансформатор мощностью не меньше 600 Вт и напряжением 12–24 V.
Возле изоляции с помощью толстого медного зажима подключается «масса» или «минус». Если просто намотать провод на скрутку, то скрутка перегреется и расплавит изоляцию.
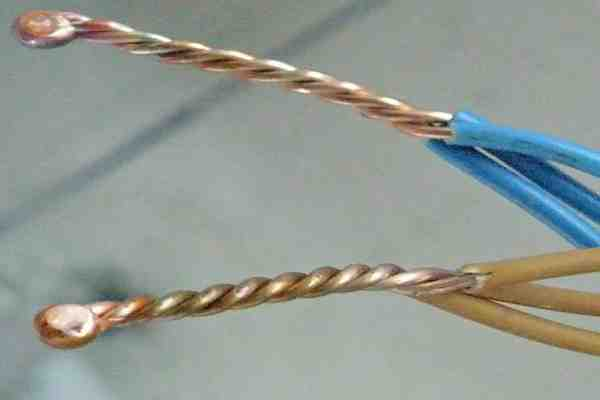
Перед началом сварки необходимо подобрать ток. Необходимый ток меняется в зависимости от количества и толщины проволоки, из которой состоит скрутка. Продолжительность сварки должна быть не более 2 секунд. При необходимости сварку можно повторить. Если всё было выполнено правильно, то на конце скрутки появится аккуратный шарик, припаянный ко всем проводам.
Неразъемное соединение проводов
В некоторых случаях, когда не предполагается в дальнейшем коммутировать провода, можно их соединять неразъемным способом. Такой вид соединения высоконадежный, и целесообразен в труднодоступных местах, например, соединение концов спирали из нихрома с медными токоподводящими проводниками в паяльнике.
Соединение тонких проводов опрессовкой
Простым и надежным способом соединения жил проводов является опрессовка. В отрезок медной или алюминиевой, в зависимости от металла соединяемых проводов, трубки вставляются жилы проводов, и трубка продавливается посередине инструментом, который называется пресс — клещи.

Опрессовкой можно соединять как одножильные, так и многожильные провода в любом сочетании. Диаметр трубки нужно подбирать в зависимости от суммарного сечения проводников. Желательно, чтобы проводники входили плотно. Тогда надежность соединения будет высокой. Если в многожильном проводе проводники между собой свиты, то необходимо их развить и выпрямить. Скручивать между собой жилы проводов не нужно. Подготовленные проводники вставляются в трубку и обжимаются пресс – клещами. Соединение готово. Осталось только заизолировать соединение.
В продаже имеются наконечники для опрессовки, уже снабженные изолирующим колпачком. Опрессовка выполняется сжатием трубки вместе с колпачком. Соединение получается сразу изолированным. Так как колпачок сделан из полиэтилена, при опрессовке он деформируется и надежно удерживается, обеспечивая надежную изоляцию соединения.
К недостатку соединения методом опрессовки следует отнести необходимость наличия специальных пресс – клещей. Клещи можно сделать и самостоятельно из плоскогубцев, имеющие бокорезы. Нужно лезвия бокорезов закруглить и сделать в середине их проточку. После такой доработки плоскогубцев, кромки бокорезов станут тупыми и уже не смогут перекусывать, а только сдавливать.
Соединение проводов большего сечения опрессовкой
Для соединения электропроводов большего сечения, например в силовых щитах домов, применяются специальные наконечники, которые обжимаются с помощью универсальных пресс-клещей, например типа ПК, ПКГ, ПМК и ПКГ.

Для опрессовки каждого типоразмера наконечника или гильзы требуется своя матрица и пуансон, набор которых обычно присутствует в комплекте клещей.

Для опрессовки наконечника на провод, с провода сначала снимается изоляция, провод заправляется в отверстие наконечника и заводится между матрицей и пуансоном. За длинные ручки пресс-клещей сжимаются. Наконечник деформируется, обжимая провод.

Для того, чтобы правильно выбрать матрицу и пуансон для провода, они обычно промаркированы и у фирменных пресс-клещей на матрице имеется гравировка для опрессовки какого сечения провода матрица предназначена. Число 95, выдавленное на наконечнике означает, что данная матрица рассчитана на обжим в наконечнике провода сечением 95 мм2.
Соединение проводов заклепкой
Выполняется по технологии винтового соединения, только вместо винта используется заклепка. К недостаткам следует отнести невозможность разборки и необходимость наличия специального инструмента.

На фото пример для соединения медного и алюминиевого проводников. Более подробно о соединении медного и алюминиевого проводников изложено в статье сайта «Соединение алюминиевых проводов». Для того, чтобы соединить проводники заклепкой, нужно на заклепку одеть сначала алюминиевый проводник, затем пружинную шайбу, далее медный и плоскую шайбу. Вставляют стальной стержень в заклепочник и сжимают его ручки до щелчка (это происходит обрезка излишков стального стержня).
При соединении проводников из одного металла, разрезную шайбу (гровер) между ними прокладывать не надо, а одеть гровер на заклепку первым или предпоследним, последней должна обязательно быть обыкновенная шайба.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.

- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Пайка проводов к ленте
- Зачистить концы соединительных проводов при помощи канцелярского ножа или стриппера. Открытые (голые) части слегка закрутить.

Зачищенный соединяющий провод
- Залудить открытые концы. На конец паяльника берется припой. Конец кабеля опускается в канифоль и затем паяльником наносится припой. Для равномерного покрытия процесс повторяется 3-4 раза.

Процесс залудки концов
Длина кабеля (до 2-3 мм) выбирается таким образом, чтобы его оголенные концы легли ровно в «чашечки» контактной группы. Слишком длинный конец может вызвать замыкание контакта «плюс» и «минус» между собой.
-
Залудить контактные площадки светодиодной ленты:
Концом зубочистки нанести флюс на контактные площадки

Нанесение флюса на контактные площадки (пятаки)

Нанесение припоя на контактные площадки
- Припаять соединительный провод к СДЛ. Его конец прикладывается к контактной площадке платы. Затем сверху, кратковременным не сильным нажатием, жалом паяльника наносится припой.
За счёт высокой температуры олово расплавляется и провод утопает в контактной «чашечке», тем самым гарантирует надежное соединение, защищенное от окиси.

Припой соединительного провода к СДЛ
- Аналогично припаять второй провод.

Припой второго соединительного провода к СДЛ
Способы соединения проводов или кабелей между собой
Места соединения двух проводников должны удовлетворять следующим требованиям:
- надежность;
- механическая прочность.
Соблюсти эти условия можно и при соединении проводников без спайки.
Опрессовка
Этот метод требует наличия специального оборудования. Опрессовка проводов гильзами проводится как для медных, так и для алюминиевых проводов разных диаметров. В зависимости от сечения и материала выбирается гильза.
Алгоритм опрессовки:
- зачистка изоляции;
- зачистка проводов до чистого металла;
- провода нужно скрутить и вставить в гильзу;
- проводники обжимаются при помощи специальных клещей.
Подбор гильзы вызывает основные сложности. Неправильно выбранный диаметр не сможет обеспечить надежного контакта.
Болтовое соединение
 Для контакта используются болты, гайки и несколько шайб. Место соединения получается надежным, но сама конструкция занимает много места и неудобна при укладке.
Для контакта используются болты, гайки и несколько шайб. Место соединения получается надежным, но сама конструкция занимает много места и неудобна при укладке.
Порядок соединения такой:
- зачистка изоляции;
- зачищенная часть укладывается в виде петли с диаметром, равным сечению болта;
- на болт надеваются шайба, затем один из проводников, другая шайба, второй проводник и третья шайба;
- конструкция затягивается гайкой.
С помощью болта можно соединить несколько проводов. Затягивание гайки производится не только руками, но и ключом.
Клеммники
 Клеммник представляет собой контактную пластину в полимерном или карболитовом корпусе. С их помощью соединить провода может любой пользователь. Соединение происходит в несколько этапов:
Клеммник представляет собой контактную пластину в полимерном или карболитовом корпусе. С их помощью соединить провода может любой пользователь. Соединение происходит в несколько этапов:
- зачистка изоляции на 5-7 мм;
- удаление оксидной пленки;
- установка проводников в гнезда друг напротив друга;
- фиксирование болтами.
Плюсы – можно соединить кабели разных диаметров. Недостатки – можно соединить только 2 проводка.
Виды клеммников для многожильных и одножильных кабелей
 Всего существует 5 основных видов клеммников:
Всего существует 5 основных видов клеммников:
- ножевые и штыревые;
- винтовые;
- зажимные и самозажимные;
- колпачковые;
- ужимные типа «орех».
Первый вид используется редко, они не рассчитаны на большие токи и имеют открытую конструкцию. Винтовые клеммы создают надежный контакт, но не подходят для соединения многожильных кабелей. Зажимные клеммники – самые удобные в применении приборы, для их установки не нужно специальное оборудование. Колпачковые также используются часто, но в отличие от зажимных приборов колпачки можно использовать неоднократно. «Орех» практически не используется.
Клеммы в распределительной коробке (медные или металлические)
Клеммы являются самым распространенным способом соединения в распределительной коробке. Они стоят дешево, легко монтируются, обеспечивают надежную фиксацию контакта и могут использоваться для соединения меди и алюминия. Недостатки:
- дешевые приборы обладают низким качеством;
- соединить можно только 2 провода;
- не подходят для многожильные проводов.
Самозажимные клеммники WAGO
 Используется 2 вида клеммников Ваго:
Используется 2 вида клеммников Ваго:
- С плоскопружинным механизмом – их еще называют одноразовыми, так как повторное использование невозможно. Внутри находится пластина с пружинными лепестками. При установке проводника лепесток отжимается, а провод зажимается.
- С рычажковым механизмом. Это наилучший вариант соединителя. Зачищенный проводник вставляется в клемму, зажимается рычажок. Возможна повторная установка.
При правильной эксплуатации клеммники Ваго работают 25-30 лет.
Использование наконечников
Для подключения используют 2 вида наконечников и гильз:
- в первых соединение производится внутри изделия;
- во втором оконцевание двух электропроводов происходит разными наконечниками.
Соединение внутри гильзы или наконечника является прочным и надежным. Также существуют специальные гильзы для подсоединения медных и алюминиевых проводов.
Пайка наконечников электропроводки
 Наконечники соединяются с проводком при помощи пресса. Если его нет, можно обеспечить контакт путем пайки.
Наконечники соединяются с проводком при помощи пресса. Если его нет, можно обеспечить контакт путем пайки.
Электропровод и наконечник внутри облуживается, зачищенный кабель заводится внутрь.
Всю конструкцию на контакте надо обмотать стекловолоконной лентой, прогреть горелкой до плавления олова.
Соединение резистивного кабеля
Рассмотрим, как соединить греющий кабель с силовым, который дополнен проводом заземления.
- Снимается первый слой изоляции по известной уже схеме. Под ним расположен защитный экран, который необходимо аккуратно прорезать вдоль, отогнуть и скрутить в отдельную жилу.
- Необходимо зачистить нагревательные жилы, после чего на три получившихся провода надеваются гильзы, которые надо обжать у основания.
- На каждый провод монтируется термоусадочная трубка.
- На силовой кабель надеваются два куска термоизоляционных трубок большого диаметра и различной длины, аналогично с вышеописанным способом. После этого с него снимается наружная изоляция, и отдельно освобождаются концы каждой из трех жил.
- Зачищенные провода вставляются в гильзы. Провод заземления (обычно у него желто-зеленая изоляция) соединяется с жилой, в которую скрутили оплетку. Второй конец каждой гильзы обжимается кримпером.
- Трубки, предварительно надетые на каждую жилу, сдвигаются и обрабатываются феном. После чего такую же операцию надо проделать с трубками, которые надеты на основной провод. Сначала меньшего размера, потом большего.
Теперь понятно можно ли соединять греющий кабель между собой и как это сделать.
Стоит помнить, что если у вас нет соответствующих навыков и умений, то выполнять описанную процедуру самостоятельно небезопасно, лучше обратиться к профессионалам, которые гарантированно сделают работу на высшем уровне.
Пайка наконечников
Другой способ использовать наконечник — это припаять его. Для этого нужно:
- зачищенный медный кабель;
- наконечник, рассчитанный для пайки. Отличается отверстием возле плоской части и более тонкой стенкой;
- ванночка с расплавленным оловом;
- банка с ортофосфорной кислотой;
- банка с раствором соды.
Осторожно! Работать в защитных очках и перчатках!
Для того чтобы припаять наконечник, кабель очищается на длину трубчатой части от изоляции и вставляется в наконечник. Затем наконечник последовательно погружается в ортофосфорную кислоту, в расплавленное олово на время, достаточное для выкипания кислоты и затекания припоя в наконечник. Это проверяется путём периодического кратковременного вынимания из припоя. После пропитки наконечника и кабеля припоем наконечник опускается в раствор соды. Это делается для нейтрализации остатков кислоты. Остывший наконечник моется чистой водой и готов к дальнейшей работе. Такой наконечник можно подключать к алюминиевым шинам и наконечникам без использования переходных шайб.
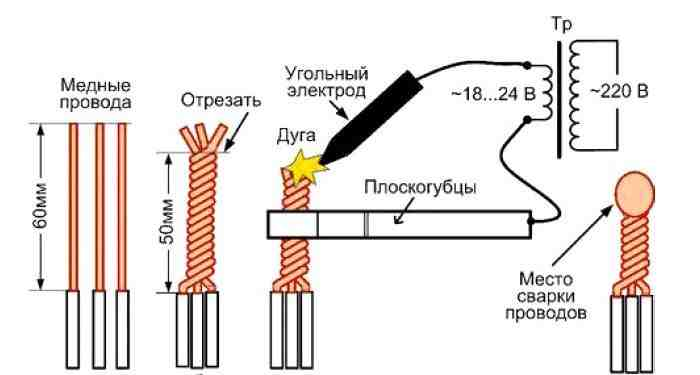
Как заварить скрутку
Для хорошего контакта скрутку можно заварить графитовым электродом или газовой горелкой. Сварка горелкой не получила распространения из-за сложности и необходимости использовать баллоны с газом и кислородом, поэтому в этой статье рассказывается только об электросварке.
Электросварка производится с помощью графитового или угольного электрода. Графитовый электрод предпочтительнее. Он дешевле и обеспечивает лучшее качество сварки. Вместо покупного электрода можно использовать стержень из батарейки или щётку от электродвигателя. Медные электроды лучше не использовать. Они часто залипают.
Для сварки предварительно нужно сделать скрутку длиной 100 мм, чтобы готовая получилась около 50. Выступающие проволочки нужно подравнять. Для сварки лучше всего использовать инверторный сварочный аппарат с регулировкой силы тока. Если такого нет, то можно взять обычный трансформатор мощностью не меньше 600 Вт и напряжением 12–24 V.
Возле изоляции с помощью толстого медного зажима подключается «масса» или «минус». Если просто намотать провод на скрутку, то скрутка перегреется и расплавит изоляцию.
Перед началом сварки необходимо подобрать ток. Необходимый ток меняется в зависимости от количества и толщины проволоки, из которой состоит скрутка. Продолжительность сварки должна быть не более 2 секунд. При необходимости сварку можно повторить. Если всё было выполнено правильно, то на конце скрутки появится аккуратный шарик, припаянный ко всем проводам.

Как паять и присоединять полипропиленовые трубы
Для того, чтобы самостоятельно провести в своей квартире или в доме разводку водопроводных труб, нужно сначала разобраться, как паять полипропиленовые трубы и уяснить, чем различаются между собой трубы для горячей и холодной воды. Разница в цене между такими трубами почти незаметна, а главное различие заключается в том, что они изготовлены из разных материалов.

Полипропиленовые трубы
Технология, по которой осуществляется пайка труб, не предусматривает соединений стыков: отдельные участки монтируются в единую систему с помощью разнообразных соединительных элементов. Чтобы соединить элементы в прямую линию используются неизогнутые муфты, а чтобы обустроить поворот, нужны специальные уголки (под 45 градусов или под прямым углом). Если же два трубопровода должны будут пересекаться, потребуется обводной элемент, изогнутый нужным образом.
Кроме этих элементов для обустройства водопроводов и систем отопления из полипропиленовых деталей используются тройники и различные переходы с резьбой. Они предназначаются для установки всевозможного дополнительного оборудования и подключения труб к металлопластиковым или другим системам.
Использование полипропиленовых труб по назначению имеет очень большое значение, поэтому перед началом работ следует разобраться, какие трубы предназначаются для тех или иных целей. В продаже в современных магазинах можно найти изделия трех видов:
- PN16 (для монтажа водопровода с холодной водой);
- PN20 (для горячей воды);
- PN25 (для монтажа систем, использующихся для подачи очень горячей воды). Эти трубы на языке профессионалов называются композитными и бывают двух видов: с металлической (иногда — капроновой) прослойкой в своей верхней части, которую перед пайкой следует счистить, или с такой же прослойкой в глубине, около внутреннего диаметра. Элементы последнего вида называются незачистными и они обладают многими преимуществами перед своими аналогами, нуждающимися в зачистке.




